



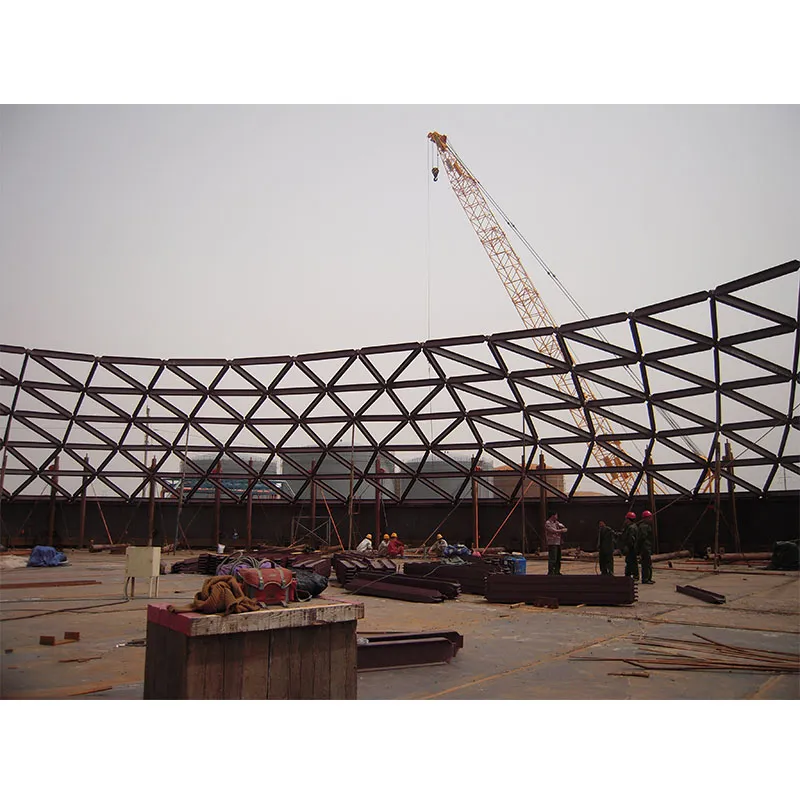
Сетчатый купол со ступичными узлами диаметром от φ18 м до φ80 м
Когда говорят про сетчатые купола со ступичными узлами диаметром от φ18 м до φ80 м, многие сразу представляют себе красивые картинки из каталогов — идеальная геометрия, блестящие соединения. На деле же, особенно в диапазоне крупных диаметров, скажем, от 60 метров и выше, начинается самое интересное. Частая ошибка — считать, что раз уж ступичный узел якобы стандартизирован, то и монтаж пойдет как по маслу. Увы, это не так. Самый критичный момент — это не сам узел, а точность изготовления и калибровки сетчатых секций, которые к нему сходятся. Малейший перекос по меридиану набегает с каждым ярусом, и подгонка последних элементов превращается в адскую головоломку.
От чертежа до первой ступицы: где кроются подводные камни
Работая с такими объектами, понимаешь, что проектировщики и монтажники живут в разных реальностях. На бумаге все линии сходятся в узле идеально. На площадке же, при сборке первого пояса сетчатого купола диаметром, допустим, φ45 м, выясняется, что допуски, заложенные для заводской сборки узлов, ?съедаются? температурным расширением металла уже при +25 на солнце. Приходится импровизировать: иногда ослаблять предварительное натяжение вантов, иногда, наоборот, добавлять подкладки в замковую часть секции. Это не по учебнику, это уже из области практического опыта.
Вот, к примеру, история с одним из наших старых заказов — купол для резервуара на нефтебазе. Диаметр был как раз пограничный, около φ78 м. Заказчик, ООО Баодин Цзиюань Нефтехимическое Оборудование, изначально делал ставку на надежность и долгую историю предприятия, восходящую к монтажным бригадам нефтебаз. И это правильно, потому что для таких размеров критична не столько скорость, сколько предсказуемость. Их сайт, https://www.bdjy.ru, хорошо отражает этот подход: комплексность от проектирования до монтажа. Но на объекте выяснилась деталь: проектом была предусмотрена определенная марка стали для ступиц, но поставщик немного ?сэкономил? на химическом составе, что вылезло позже при сварке. Пришлось срочно менять технологию сварки и режимы, чтобы избежать трещинообразования в зоне термического влияния.
Именно такие моменты и формируют профессиональный взгляд. Не бывает просто ?собрать по инструкции?. Каждый ступичный узел на большом диаметре — это отдельная задача по выверке. Мы тогда использовали лазерный трекер для контроля положения каждой ступицы во время сборки центрального кольца. Без этого — просто невозможно. Многие подрядчики пытаются сэкономить на геодезическом контроле, делая замеры рулетками и теодолитами, но для φ80 м погрешность накапливается катастрофически быстро.
Материалы и ?нештатные? ситуации
Выбор материала для сетчатых стержней — это отдельная песня. Для куполов до φ30 м часто идут по пути наименьшего сопротивления — стандартная труба, оцинкованная. Но когда переваливаешь за φ50 м, начинаешь думать об усталостной прочности, о ветровых пульсациях. Алюминиевые сплавы легче, но их поведение в узловых соединениях при длительных нагрузках — темный лес. Особенно в климате с большими перепадами температур. Помню случай на Дальнем Востоке: купол из алюминиевого сплава после трех зим дал микротрещины именно в местах контакта со стальной фурнитурой ступицы. Разность коэффициентов температурного расширения сделала свое дело.
Поэтому в сотрудничестве с такими производителями, как ООО Баодин Цзиюань Нефтехимическое Оборудование, которые позиционируют себя как комплексная компания с полным циклом, всегда стараешься вовлечь их технологов в обсуждение на самой ранней стадии. Не ?вот вам спецификация, сделайте?, а совместный разбор возможных сценариев. Их опыт, идущий от монтажных бригад, часто подсказывает неочевидные вещи — например, как лучше организовать временное крепление секций до окончательной рихтовки, чтобы не повредить покрытие.
Еще один нюанс — это антикоррозионная защита. Казалось бы, всё просто: грунт-эмаль. Но в ступичном узле есть десятки точек, где краска при монтаже гарантированно будет повреждена (трение, установка болтов, регулировка). Если не предусмотреть технологию подкраски в узлах после сборки, то через несколько лет именно эти места станут очагами коррозии. Мы сейчас всегда закладываем в график отдельную операцию — контроль и восстановление покрытия в узлах после окончательной выверки геометрии.
Монтажная логистика: что не пишут в учебниках
Сборка сетчатого купола диаметром φ80 м — это прежде всего головоломка по логистике на стройплощадке. Где складировать 200-300 сетчатых секций, чтобы они не деформировались под собственным весом? Как их подавать к месту монтажа, если кран работает в ограниченном секторе? Часто проектом предусмотрена сборка ?от центра к краям?, но на практике, особенно при ветре, бывает выгоднее собрать сначала внешний пояс на временных опорах, а потом уже ?стягивать? его к центру, наращивая ярусы. Это рискованнее с точки зрения устойчивости, но иногда это единственный способ уложиться в сроки.
Ошибка, которую мы совершили один раз и больше не повторяли — это попытка использовать для предварительной сборки больших секций (по 3-4 ячейки) сварку вместо болтовых соединений. Идея была в ускорении процесса. Но при последующей подъеме и стыковке с основным каркасом выяснилось, что сварные ?лепестки? потеряли необходимую упругую податливость, и их невозможно было точно сориентировать в ступичном узле. Пришлось резать. С тех пор — только болтовые соединения на всех этапах, вплоть до окончательной фиксации. Это дольше, но надежнее.
Здесь как раз важен подход компании, которая не просто продает оборудование, а берет на себя управление и обслуживание. Когда за процесс отвечает одна сторона — от производства секций до их установки, как в случае с Баодин Цзиюань, — проще найти оптимальное решение. Они со своей стороны могут, например, нанести на секции монтажную разметку еще в цеху, что сильно упрощает жизнь на высоте.
Контроль качества: не протоколы, а глаза
Можно иметь кучу сертификатов и актов освидетельствования сварных швов. Но самый главный контроль происходит до закрытия узла облицовкой. Нужно буквально проползти по каждому соединению, проверить, все ли замки сели плотно, нет ли перекоса в гнезде ступицы. Часто проблема проявляется не в самом узле, а в прилегающих стержнях — видно по напряженному состоянию металла, по следам контакта.
Один из показательных моментов — поведение купола под пробной нагрузкой (мешками с песком или водой). Расчетные прогибы — это одно, а реальная картина — другое. На большом пролете φ80 м центральная ступица может ?играть? заметно больше, чем ожидалось, не из-за ошибки расчета, а из-за неидеальности жесткости всех тысяч соединений в совокупности. Это нормально, но к этому нужно быть готовым и не паниковать, если отклонение в пределах допустимого, но не нулевое.
Именно после таких испытаний и появляется то самое ?профессиональное чутье?. Начинаешь на глаз, по характеру деформации сетки, определять, где возможно есть недотянутый болт или небольшой люфт. Это не заменяет инструментальный контроль, но сильно его ускоряет.
Вместо заключения: мысль вслух
Так что, возвращаясь к теме сетчатых куполов со ступичными узлами от φ18 м до φ80 м. Разница между этими цифрами — это не просто линейное увеличение размеров. Это переход в другую лигу сложности, где на первый план выходит не столько теория, сколько накопленный багаж решенных (и нерешенных) проблем на площадке. Готовых решений нет. Есть проверенные партнеры, как та же Баодин Цзиюань, с которыми есть общий язык, и есть понимание, что ключ к успеху — в деталях: в допуске на изготовление, в логистике секций на объекте, в технологии контроля каждого узла. И главное — готовность к тому, что идеальный проект придется немного ?докручивать? руками и головой прямо под открытым небом. В этом, пожалуй, и есть вся суть работы с большими диаметрами.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Сетчатый купол резервуара диаметром от φ18 м до φ80 м
- катодная защита резервуаров
- Серия первичных уплотнений
- Серия центральных водоотводных устройств шарнирного типа GPS
- Решетчатый внутренний плавающий настил
- огнепреградитель 65
- Гидравлический предохранительный клапан
- Ревизионный люк
- электро катодная защита
- Очистной люк резервуара