



Полноконтактная внутренняя плавающая крыша из нержавеющей стали
Когда слышишь про полноконтактную внутреннюю плавающую крышу из нержавеющей стали, многие сразу думают — ну, это просто стальная крыша в резервуаре, чтобы пары не улетучивались. Но на практике, особенно в наших условиях, всё упирается в детали, которые в каталогах не пишут. Я сам долгое время считал, что главное — это марка стали, скажем, 304 или 316. Пока не столкнулся с ситуацией, когда идеально спроектированная крыша на новом резервуаре начала издавать странные скрипы при опускании. Оказалось, всё дело в контактном уплотнении и в том самом ?полноконтактном? принципе, который должен обеспечивать нулевой зазор, но на деле требует ювелирной подгонки по месту.
От чертежа до реальности: где кроется ?зазор? в понимании
В теории, полноконтактная плавающая крыша — это когда вся нижняя поверхность панелей постоянно находится в контакте с продуктом. Никакой газовой подушки. Это резко снижает испарение, повышает безопасность. Но когда начинаешь монтаж, понимаешь, что идеальная плоскость — это почти утопия. Даже у проверенного поставщика, вроде ООО Баодин Цзиюань Нефтехимическое Оборудование (их сайт — bdjy.ru), который вырос из монтажных бригад нефтебаз, всегда есть нюансы. Их опыт как раз из поля, они знают, что даже отличная панель из нержавейки поведёт себя по-разному в 50-тысячном резервуаре в Сибири и в 20-тысячном на юге.
Один из главных моментов — это не сама крыша, а направляющие и опоры. Их расчёт на прогиб — это целое искусство. Помню проект, где сэкономили на количестве промежуточных опор, решили увеличить шаг. Крыша вроде бы прошла испытания, но через полгода эксплуатации с бензином на некоторых панелях появились микротрещины по сварным швам. Не сквозные, но видимые. Анализ показал — циклические нагрузки от постоянного ?касания? продукта, именно в тех зонах, где была недогрузка по опорам. Пришлось останавливать резервуар, ставить дополнительные подпорки. Дорого.
И вот здесь как раз ценен подход компании, которая не просто продаёт оборудование, а ведёт его ?от и до?. На их сайте, https://www.bdjy.ru, видно, что они позиционируют себя как комплексная компания: проектирование, производство, монтаж, обслуживание. Для полноконтактной крыши это критически важно. Потому что можно купить идеальные панели, но смонтировать их с отклонением, и весь эффект сойдёт на нет. Их история от монтажной бригады — это не просто красивые слова, а прямое указание на то, что они понимают процесс изнутри.
Нержавейка: миф о вечной жизни и суровая правда о среде
Выбор марки нержавеющей стали — это всегда компромисс между стоимостью и стойкостью. Для большинства углеводородов 304-я марка — рабочий вариант. Но есть нюансы. Например, если в продукте есть даже следовые количества хлоридов или меркаптанов, или если резервуар стоит в приморской зоне с солёным воздухом, то начинаются проблемы с точечной коррозией. 316-я с молибденом лучше, но и её не панацея.
Был случай на одной из нефтебаз: поставили крышу из отличной аустенитной нержавейки, но через два года на сварных швах в зоне ватерлинии (где постоянный контакт с жидкостью и парами) появились рыжие подтёки. Оказалось, при монтаже использовали абразивные круги и щётки из углеродистой стали для зачистки швов. Мельчайшие частицы железа внедрились в поверхность нержавейки и стали очагами коррозии. Это классическая ошибка — не обеспечить чистоту производства на месте монтажа. Теперь всегда требуем от своих и подрядчиков, вроде бригад от Баодин Цзиюань, использовать исключительно инструмент и расходники для нержавеющей стали.
Ещё один практический момент — это обработка кромок. Панели крыши должны иметь скруглённые, отполированные края. Это не для красоты. Острые кромки — это места концентрации напряжений и потенциальные точки начала трещин от усталости. Кроме того, острая кромка быстрее изнашивает уплотнение вторичного типа (если оно есть). При приёмке всегда щупаю края панелей — это быстрый тест на качество изготовления.
Уплотнение: та самая ?полноконтактность? на практике
Сердце всей системы — это обеспечение того самого полного контакта. Идея в том, чтобы между краем крыши и стенкой резервуара не было зазора. Но стенка — она не идеальный цилиндр. Есть сварочные швы, есть отклонения по овальности, особенно у старых резервуаров. Поэтому жёсткое крепление тут не работает.
Используются гибкие щёточные или скребковые уплотнения, которые прижимаются к стенке пружинными механизмами. И вот здесь — поле для ошибок. Если усилие прижима слишком слабое, остаётся зазор, пары уходят. Если слишком сильное — происходит повышенный износ и уплотнение, и стенки резервуара, особенно если она не новая. Нужно найти баланс. Часто на старых резервуарах перед монтажом новой крыши приходится делать лазерное сканирование внутреннего контура, чтобы адаптировать систему крепления уплотнений.
В одном из проектов с участием ООО Баодин Цзиюань Нефтехимическое Оборудование как раз столкнулись с такой проблемой на реконструкции. Резервуар был 70-х годов постройки. Их инженеры не стали предлагать стандартный комплект, а сначала провели обмеры, и на основе них изготовили секции уплотнения с разным вылетом и усилием прижима для разных участков окружности. Это то, что отличает подрядчика с опытом от простого продавца железа. Монтаж занял дольше, но результат — практически нулевые показатели по дыхательным потерям после ввода в эксплуатацию.
Монтаж и ?детские болезни? новой крыши
Самая нервная фаза — это запуск. Даже когда всё смонтировано и проверено, при заполнении резервуара крыша может вести себя непредсказуемо. Она должна опускаться строго горизонтально, без перекосов. Перекос — это заклинивание, повреждение направляющих, разгерметизация.
Частая причина — разная плотность продукта в разных точках из-за температурных страт или неоднородности. Или дефект в системе отвода воды с поверхности крыши. Если дренаж засорён, вода скапливается с одной стороны, создаёт крен. Поэтому при первом заполнении всегда дежурим с теодолитом или современным лазерным нивелиром, отслеживая уровень в 4-8 точках по окружности. И обязательно медленно, очень медленно набираем уровень первые несколько метров.
Ещё один урок, полученный на практике: никогда не стоит игнорировать инструкцию по обкатке. После монтажа рекомендуется провести несколько циклов ?подъём-опускание? с водой. Это не просто формальность. Это притирка всех движущихся частей, проверка работы дренажа, уплотнений. Мы как-то решили сэкономить время, запустили сразу под продукт. И получили заедание одного из опорных узлов из-за мелкой металлической стружки, оставшейся после монтажа. Остановка, осушение, чистка — убытки были несопоставимы с парой дней обкатки водой.
Взгляд вперёд: не только металл, но и данные
Современная полноконтактная внутренняя плавающая крыша из нержавеющей стали — это уже не просто механическое изделие. Всё чаще на неё ставят датчики: наклона, положения, даже толщины продукта. Это позволяет в реальном времени мониторить её состояние, предсказывать необходимость обслуживания.
Но и здесь есть подводные камни. Любой датчик — это отверстие в панели, дополнительный потенциальный источник протечки или коррозии. Крепление, кабельные вводы — всё должно быть выполнено с тем же тщанием, что и основная конструкция. И данные с этих датчиков нужно ещё уметь интерпретировать. Медленный дрейф показаний датчика наклона может говорить о начинающейся деформации конструкции или о накоплении отложений на одной из сторон.
Компании, которые выросли из практиков, как Баодин Цзиюань, часто предлагают именно комплекс: поставку крыши с базовой системой мониторинга и последующий анализ данных. Потому что они знают, что продать железо — это полдела. Надо сделать так, чтобы оно работало долго и без сюрпризов. Их сильная техническая база и полный цикл, о котором говорится в описании на bdjy.ru, как раз позволяют закрывать такие задачи. В конце концов, цель ведь не просто поставить блестящую крышу, а добиться реального снижения потерь, повышения безопасности и срока службы резервуара. И здесь каждая мелочь, каждый учтённый прошлый промах, и есть та самая разница между просто изделием и работоспособным, надёжным техническим решением.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
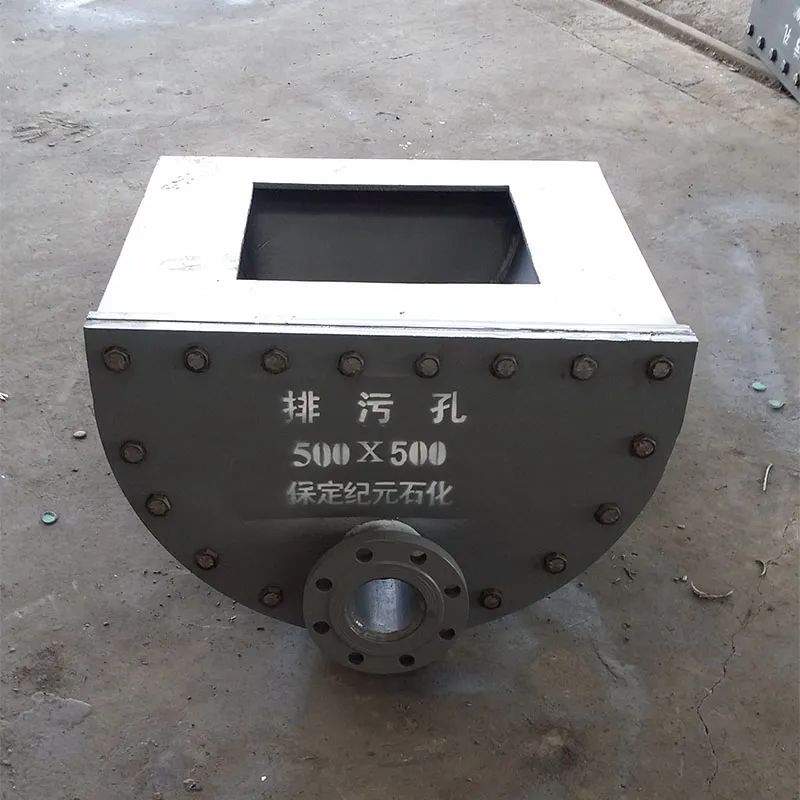 Дренажное отверстие
Дренажное отверстие -
 Треугольный сетчатый купол Пластинчатый узел
Треугольный сетчатый купол Пластинчатый узел -
 Пробоотборник
Пробоотборник -
 Очистной люк
Очистной люк -
 Смотровое (световое) окно
Смотровое (световое) окно -
 Водоотводное устройство
Водоотводное устройство -
 Первичное уплотнение
Первичное уплотнение -
 Генератор воздушно-механической пены
Генератор воздушно-механической пены -
 Центральное водоотводное устройство
Центральное водоотводное устройство -
 Гидравлический предохранительный клапан
Гидравлический предохранительный клапан -
 Полноконтактная плавающая крыша
Полноконтактная плавающая крыша -
 Измерительный люк
Измерительный люк
Связанный поиск
Связанный поиск- Маслоотделитель резервуара
- Полноконтактная внутренняя плавающая крыша из нержавеющей стали
- Серия фильтров GLQ
- Всепогодный огнепреграждающий дыхательный клапан типа QZF-89
- дыхательный клапан ksc
- Замерный люк
- Взрывозащищенный трубопроводный огнепреградитель типа GZW-I
- Водоотводное устройство резервуара
- Отражатель
- дыхательные клапаны ргс